
Пластиковые детали, изготовленные на заказ.


Являясь одним из наиболее конкурентоспособных производителей пресс-форм и компаний по литью под давлением в Китае, мы обслуживаем широкий спектр отраслей промышленности, включая бытовую технику, автомобильную промышленность, электронику, медицину, сельское хозяйство, горнодобывающую промышленность и т.д.
В перечень наших услуг входят:
- Проектирование в САПР/анализ потока расплава/проектирование с учетом технологичности (DFM)
- Изготовление пресс-форм для литья под давлением на заказ, литье под давлением
- Литье пластмасс под давлением
- Прототипирование, мелкосерийное производство
- Живопись, печать, мастерство, сборка
Введение
Наш цех литья под давлением оснащен 12 комплектами машин для литья пластмасс под давлением мощностью от 40 до 800 тонн, мы предоставляем услуги автоматизированного производства 24 часа в сутки, 7 дней в неделю. Мы используем широкий спектр пластмасс, включая ABS, PC, PP, PA, PMMA, POM, PE и др.
Мы изготавливаем пресс-формы для литья пластмасс под давлением. На начальном этапе проектирования пресс-формы мы учитываем особенности процесса литья, что позволяет нам добиться кратчайшего цикла литья и минимальных затрат на техническое обслуживание, что в конечном итоге выгодно нашим клиентам. Мы также принимаем заказы на мелкосерийное производство, поскольку часто клиенты считают стоимость слишком высокой, особенно стоимость изготовления пресс-форм. Наши пресс-формы позволяют предложить полный спектр решений для снижения бюджета при мелкосерийном производстве с сохранением высокого качества. Наши эксперты работают с вами, чтобы найти оптимальное решение для вашей компании.
Мы имеем большой опыт работы с различными пресс-формами для литья пластмасс под давлением для автомобильной, фармацевтической, светотехнической, спортивной, бытовой техники и сельского хозяйства. В настоящее время в нашей компании работают 20 высококвалифицированных инженеров, большинство из которых имеют хорошее образование в области литья пластмасс под давлением, они гордятся своей работой, и мы можем производить 20 комплектов пресс-форм в месяц. Чтобы удовлетворить самые высокие требования мировых компаний, мы постоянно инвестируем в новейшие технологии и оснащаем наши производственные мощности самыми современными пресс-формами. У нас есть собственные мощности по изготовлению пресс-форм, литью под давлением, покраске и сборке пластмасс. Наше оборудование включает в себя, помимо прочего: 8 комплектов станков с ЧПУ, точность 0,005 мм; 14 комплектов электроэрозионных станков, 8 комплектов станков для медленной проволочной резки, 12 комплектов литьевых машин мощностью от 40 до 800 тонн, 1 комплект 2D проекционного измерителя, 1 комплект координатно-измерительной машины. Мы можем изготавливать пресс-формы и отливки пластмасс весом до 7,5 тонн, с максимальным весом формованных пластиковых деталей 1200 г. Мы также используем передовые системы CAD/CAM/CAE, позволяющие работать с данными в форматах PDF, DWG, DXF, IGS, STP и др.
Принцип работы
Литье под давлением — это процесс придания пластиковой смоле желаемой формы. Машина для литья под давлением вдавливает расплавленный пластик в форму, а затем охлаждает его с помощью системы охлаждения до получения твердой заданной формы. Этот метод используется практически для всех термопластов. По сравнению с другими способами обработки, литье под давлением имеет преимущества в точности и производительности, но предъявляет более высокие требования к оборудованию и стоимости пресс-форм, поэтому он в основном используется для крупносерийного производства деталей, изготовленных методом литья под давлением.
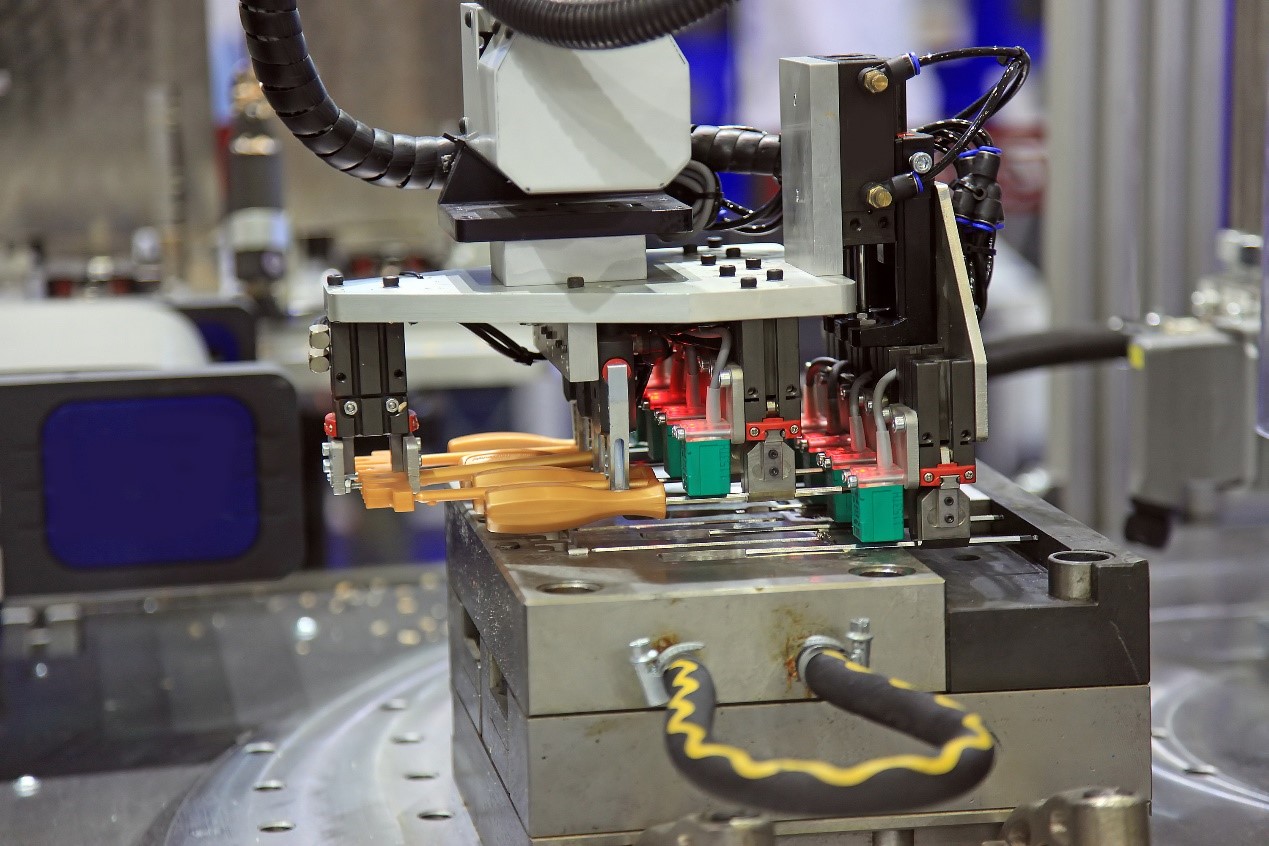
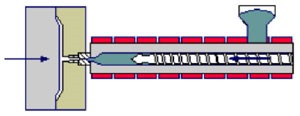
В литьевых машинах обычно используется плунжерный цилиндр/шнек. Процесс литья под давлением: пластиковое сырье подается из бункера в цилиндр, плунжер начинает толкать, пластиковое сырье проталкивается в зону нагрева, а затем через обходной канал расплавленный пластик через сопло попадает в полость пресс-формы, после чего вода или масло проходят через разработанную систему охлаждения для охлаждения пресс-формы и получения пластикового изделия. Для снятия напряжений, возникающих в процессе литья, и обеспечения хорошей размерной стабильности и эксплуатационных характеристик, из отлитых под давлением деталей обычно требуется надлежащая обработка полости пресс-формы.
Шесть стадийлитье пластмасс под давлениемпроцесс
Процесс литья пластмасс под давлением начинается с самотечной подачи гранул полиолефина из бункера в инжекционный блок формовочной машины. К полиолефиновой смоле применяются тепло и давление, вызывая ее плавление и растекание. Расплав под высоким давлением впрыскивается в форму. Давление поддерживается в полости формы до тех пор, пока материал не остынет и не затвердеет. Когда температура пластиковой детали опускается ниже температуры деформации материала, форма открывается, и пластиковая деталь извлекается.
Полный процесс впрыска называется циклом формования. Период между началом впрыска расплава в полость пресс-формы и открытием пресс-формы называется временем закрытия зажима. Общее время цикла впрыска состоит из времени закрытия зажима плюс время, необходимое для открытия пресс-формы, извлечения пластиковой детали и повторного закрытия пресс-формы. В процессе работы литьевой машины смола поступает в формованные детали через циклы плавления, впрыска, уплотнения и охлаждения. Литейная машина для пластмасс включает в себя следующие основные компоненты.
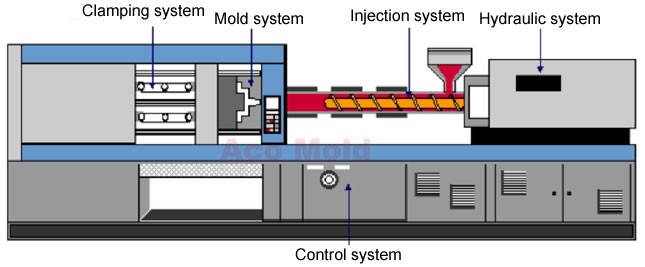
Система впрыска: подать сырье в цилиндр, нагреть и расплавить его, протолкнуть расплавленное сырье в полость через отверстие.
Гидравлическая система: обеспечить силу инъекции.
Система литья: загрузить и собрать пресс-форму.
Система зажима: обеспечить усилие при упаковке.
система управления: для управления работой системы охлаждения.
Усилие смыкания обычно используется для определения производительности машины для литья пластмасс под давлением; другие параметры включают объем впрыска, скорость впрыска, давление впрыска, шнек, расположение инжекционных планок, размер пресс-формы и расстояние между стяжными планками. Машины для литья пластмасс под давлением можно разделить на несколько категорий: помимо машин общего назначения для обычных пластиковых деталей без высокой точности или необычной конструкции, существуют машины с жесткими допусками, специально предназначенные для высокоточных деталей, и высокоскоростные машины для тонкостенных деталей.
Весь процесс литья под давлением включает в себя следующие шесть этапов.
1) Форма закрывается, и шнек начинает двигаться вперед для впрыска.
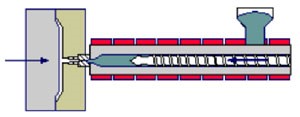
2) Заполнение, выброс расплавленного сырья в полость.
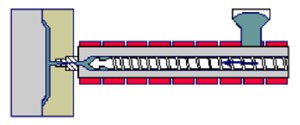
3) Заполнение полости происходит по мере непрерывного продвижения винта вперед.
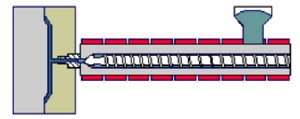
4) Охлаждение: полость охлаждается, затвор застывает и закрывается, шнек начинает втягиваться, чтобы пластифицировать материал для следующего цикла.
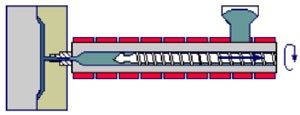
5) Открытие пресс-формы и извлечение детали: пресс-форма открывается, и детали выталкиваются системой извлечения.
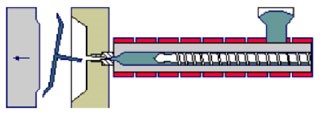
6) Закрытие: форма закрывается, и начинается следующий цикл.
Процедура заказа на закупку
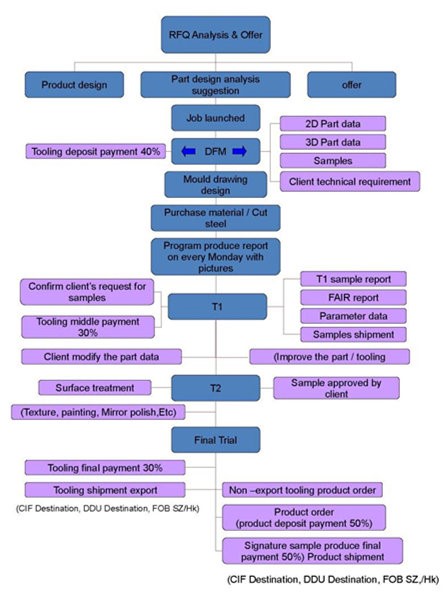
От запроса до закрытия заказа на покупку у нас действует стандартная процедура, которая помогает как внутренним подразделениям, так и клиентам всегда понимать, на каком этапе мы находимся. Переход на каждом этапе также будет проще и плавнее.
Процесс оформления заказа на экспортную пресс-форму для литья пластмасс под давлением:
- Получив от заказчика чертежи детали в 2D/3D, руководитель проекта проводит совещание для обсуждения данных от заказчика с проектировщиками пресс-форм, изготовителями пресс-форм, менеджером по контролю качества и менеджером проекта. Собрав всю обсужденную информацию, отправляем отчет DFM заказчику для подтверждения.
- Отчет DFM содержит всю необходимую информацию перед проектированием и изготовлением. Способ литниковой системы пресс-формы, способ выталкивания, расположение инжекционных штифтов, компоновка деталей, линия разъема пресс-формы, линия охлаждения. Специальные конструктивные особенности, такие как ползунки, угловые подъемники, отделка сердечника и полости пресс-формы, гравировка и т. д.
- После обсуждения всех деталей начинается разработка конструкции пресс-формы, и в течение 1-3 дней заказчику предоставляется 2D-макет пресс-формы. Разработка 3D-макета пресс-формы занимает 3-7 дней в зависимости от сложности пресс-формы.
- Отправка проекта пресс-формы заказчику на утверждение, начало заказа стали для пресс-формы, основания пресс-формы и комплектующих после внесения предоплаты. Будет составлен технологический отчет, в котором будут отражены все запланированные этапы процесса. Еженедельный отчет будет предоставляться по мере продвижения процесса изготовления пресс-формы до его завершения.
- Первичная пробная отливка позволяет проверить правильность работы всех механизмов пресс-формы, соответствие геометрии детали, систему охлаждения пресс-формы, систему впрыска и систему выталкивания и т.д. После внесения необходимых изменений, образцы пластика, отлитые в пресс-форму Т1, предоставляются заказчику вместе с отчетом о размерах и параметрами литья под давлением. Обычно достигается 90% успеха.
- Получение комментариев по улучшению образцов, их функциональности, внешнего вида, размеров после внесения корректировок, завершение текстурирования/полировки, гравировки, отправка образцов на окончательное утверждение.
- Проведите небольшое автоматизированное исследование и составьте отчет CPK, чтобы убедиться в стабильности инструмента.
- Пресс-форма упаковывается в деревянный ящик; при морской перевозке пресс-формы особое внимание уделяется вакуумной упаковке для предотвращения ржавления. В комплект входят все чертежи пресс-формы в 2D/3D формате, данные для программирования ЧПУ, медь, запасные части, сменные вставки и т.д.
- Отслеживайте рабочие характеристики пресс-формы на предприятиях заказчиков и предоставляйте необходимые услуги.
Мы можем изготавливать даже крупногабаритные пластиковые изделия по заказу клиентов, которые широко используются в горнодобывающей промышленности, промышленности, строительстве и т.д. Пожалуйста, свяжитесь с заводом для уточнения особых требований.












